Hi Henry:
The picture you sent us of backplane you where looking at, was not a PLC, but a supporting computer. (Understandable an IT person without PLC training would look to computer 1st

). Below is a where I mocked up the picture of control panel you sent, to show you where PLC is, and what type it is. The odds are, your problem is not in the computer you were looking down into at the backplane.
(Click to for Full size)
The probability of failure/change are as follows …Sensor failure or adjustment like encoder or limit switch (physical/mechanical problem) 90% to 99% chance
Someone accessed menu on HMI screen on front of panel and changed offset 1-10% chance
Computer you have been looking at 2% (3-20% if extreme heat in panel, but symptoms do not match that type failure)
Servo Driver (device below PLC in panel) 1% (2-10% if extreme heat in panel, but symptoms do not match that type failure)
PLC (See attached picture) 1% (Within PLC, sensor input i/o most likely, symptoms do not match micro-processor itself failure)
Troubleshooting Solutions:• Get
RSLogix 500 PLC training and Use PLC to troubleshoot. (See attached picture to identify which component in actual PLC that controls process.)
• Get local person trained in RSLogix 500 to troubleshoot. (I'll get Clifford of
Omega Star to reach out to you, he lives in Texas. He is control automation designer we trained and runs his own consulting business.)
• Call the phone number I gave you and have machine manufacturer come out on service call.
If we trained you, what you would need for PLC troubleshooting is ...Laptop with RSLogix 500 and RSLinx software on it. (XP would be more reliable and cheaper)
An Allen Bradley (AB) 1747-UIC or old PIC box cable to connect laptop to RJ485 port on front of AB 1747-L40 SLC 500
Discriptored backup copy of ladder logic program that is same as one in PLC. (not impossible to troubleshoot without discriptored copy of program, but extremely difficult for even the seasoned PLC expert.)
PLC Troubleshooting procedure:Power up laptop, connect to PLC RJ485 port, go online with PLC, search ladder logic for plate home position sensor and encoder input data. Study related ladder logic, to see why it is not going to normal position. Because that process may lead you to find PLC controller is going to position set in program and set value is coming from HMI, you would need machine manual from
Radyne aftermarket support packages to see how to navigate their HMI screens they designed and what setting is for position offset. If you find position is set at factory setting (not been changed) and see sensor input coming into ladder logic , you may suspect sensor adjustment or encoder failure, (servo slippage if positioning is not consistent).
Also note: If computer, Servo driver, HMI or PLC itself failed due to high heat environment, they typically have catastrophic failure and nothing would be working. Yet another indicator they are most likely not your problem. You are just using the PLC controller to troubleshoot what is the actual problem.
Common band aid fixes maintenance will do to get by problem found to be limit switch not an encoder …Mechanically adjust offset by re-positioning home position sensor.
A more rare band-aid some do, adjust or add offset in the PLC ladder logic.
Following the above, may lead you to another problem not conceived here or so rare not mentioned here. (like old outdated program loading from
eeprom on power failure.)










 ). Below is a where I mocked up the picture of control panel you sent, to show you where PLC is, and what type it is. The odds are, your problem is not in the computer you were looking down into at the backplane.
). Below is a where I mocked up the picture of control panel you sent, to show you where PLC is, and what type it is. The odds are, your problem is not in the computer you were looking down into at the backplane. 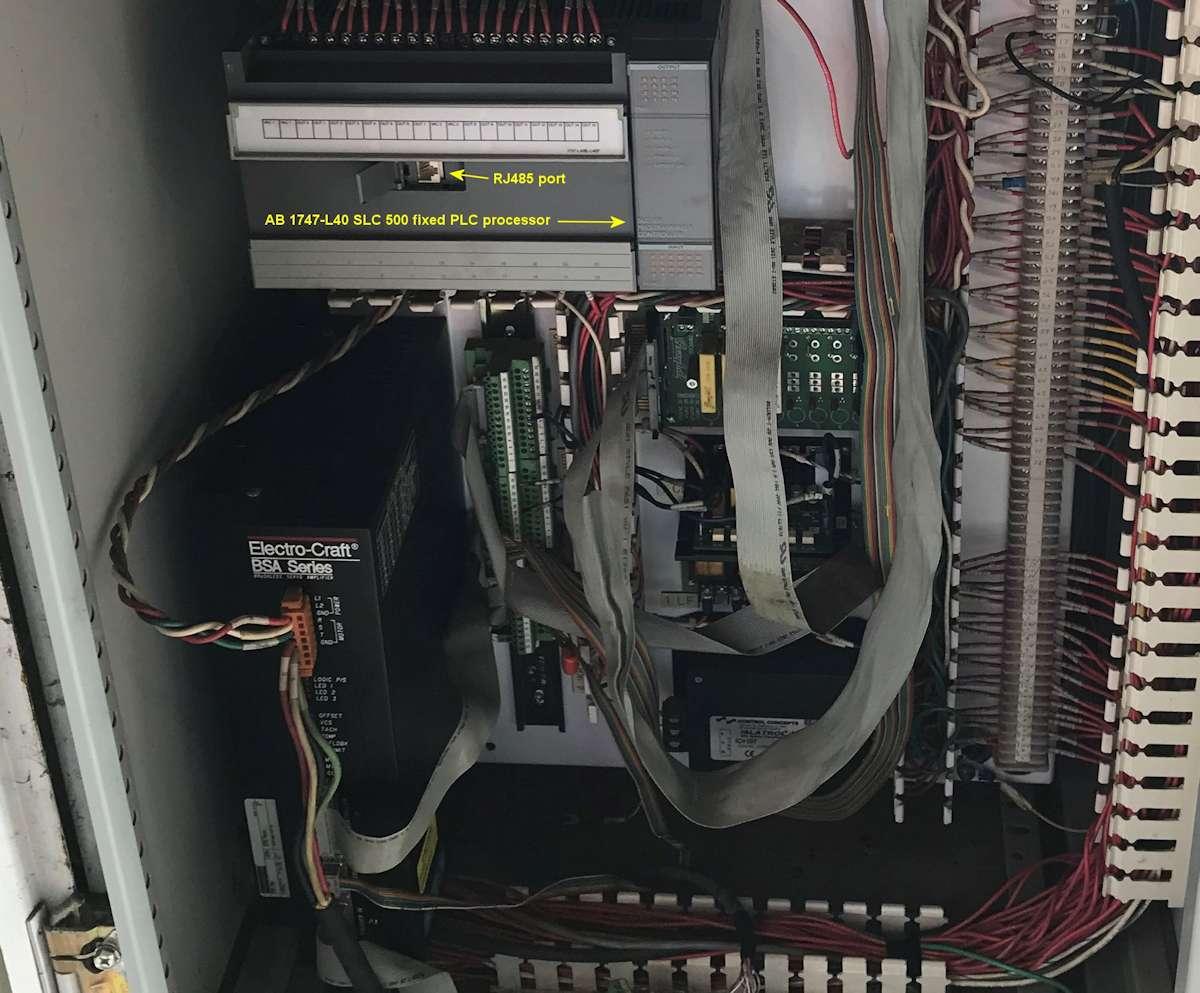 Induction Heating PLC
Induction Heating PLC
